Honen oder neu (Nicasil – ) Beschichten
Woran erkenne ich den Unterschied ob mein Zylinder neu beschichtet werden muss oder das reine honen ausreicht?
Florian Weber, Geschäftsführer und Inhaber der Weber Metallmanufaktur, einer der größten Firmen in Europa wenn es um die Zylinderinstandsetzung / Motorinstandsetzung für 2-Takt / 4-Takt Motoren mit jeweils 1-Zylinder aus dem Bereich Straßenmotorrad, Motocross, Quad, Supermotor und Oldtimer geht gibt einen praktischen Einblick für alle Kunden welche auf der Suche sind hier eine Einschätzung zu treffen.
Mit diesem Blogeintrag wird Florian Weber eine praktisch Anleitung geben wie jeder passionierte (Hobby-) Schrauber selbst erkennen kann ob sein Zylinder noch honbar ist oder neu beschichtet und zusätzlich gar (Reparatur-) geschweißt werden muss.
Rechenbeispiel:
Ein Zylinder mit 125ccm hat hier einen angenommenen Bohrungsdurchmesser von 54,00mm (A-Maß). Die Beschichtung ist im Werkszustand 0,05mm dick (Durchmesser 0,1mm) , reicht also im Durchmesser bis auf 54,10mm heraus.
Durch ein honen auf Übermaß kann – vorausgesetzt die Beschichtung ist in sich nicht beschädigt- bis auf 54,06mm gehont werden. Dabei würde eine Restschichtstärke von 0,02mm (54,10mm minus 54,06mm / 2) bestehen bleiben.
Ab welchem Beschädigungsgrad ist ein Zylinder nicht mehr honbar bzw. noch honbar?
1.optische und haptische Kriterien ob ein Zylinder honbar ist:
A. eine durch übliche Laufspuren leicht aufgeraute, verkratzte oder blasse Zylinderlauffläche welche mit dem Finger (Fingernagel nur sehr leicht) nur leicht spürbar Haptik (Rauheit) aufweist (s. Foto 1).
B. eine Zylinderlauffläche bei der kein – oder wenig- Kreuzschliff mehr sichtbar ist.
2. geometrische Kriterien ob ein Zylinder honbar ist:
A. ausreichend Schichtstärke, dies stellen wir nach Erhalt durch messen und prüfen in unserem Werk fest.
B. Verfügbarer Übermaßkolben. In o.g. Beispiel wäre das für ein Zylindermaß von 54,06mm (nach dem honen) ein 54,00mm Kolben (bei angenommenen 0,06mm Einbauspiel).
C. Die Zylinderlauffläche darf einen Rundheitsfehler von ca. 0,01mm nicht überschreiten. Insbesondere (dünnwandigen) bei 4-Takt Zylindern stehen nur wenige Kolbenübermaße zur Verfügung.
Das maximale Honmass liegt i.d.R nur ca. 0,03mm über dem Grundmass A.
3. Kriterien wann ein Zylinder nicht honbar ist:
Gundsätzlich sollte die Nicasilbeschichtung nicht ausgebrochen, durch Riefen, starke Kratzer oder sonstige tiefe Beschädigungen unwiederruflich beschädigt sein.
Praktische Hinweise für das Erkennen wenn ein Zylinder nicht mehr honbar ist:
A. Wenn mit dem Finger erhabene Stellen spürbar sind so spricht dies meist z.Bsp. für
ein Aufschmelzen des Aluminium vom Kolben. Darunter ist die Nicasilbeschichtung
meist defekt.
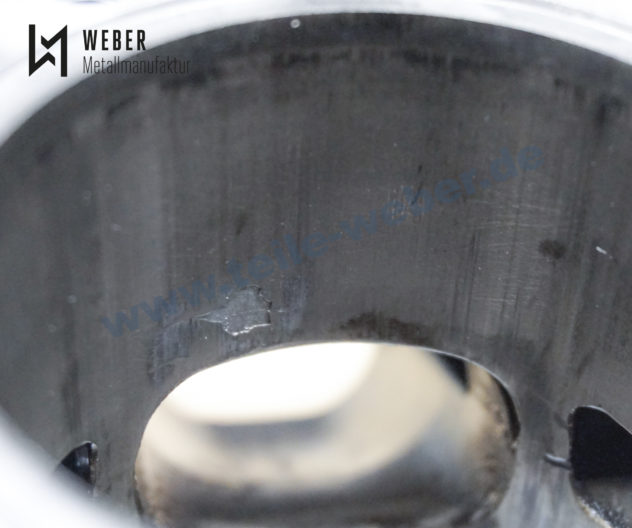
B. Abplatzunge(en) der Nicasilbeschichtung deuten sich durch Vertiefungen aus.
(s. Foto) Nr. 2
C. Riefen in der Zylinderlauffläche durch z.Bsp. Fremdkörper oder Kolbenringe welche
undefiniert zwischen Kolben und Zylinderlauffläche verklemmt wurden. (s. Foto Nr. 3)
Zylinder – honbar – Foto 1
.

Zylinder – Nicasilbeschichtung notwendig – Abplatzungen und Kerben – Foto 2
Zylinder – Nicasilbeschichtung notwendig – Riefen – Foto 3
